我们为您准备了【桂林】【本地】清污机【螺杆启闭机】工厂价格产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:【桂林】【本地】清污机【螺杆启闭机】工厂价格的图文介绍
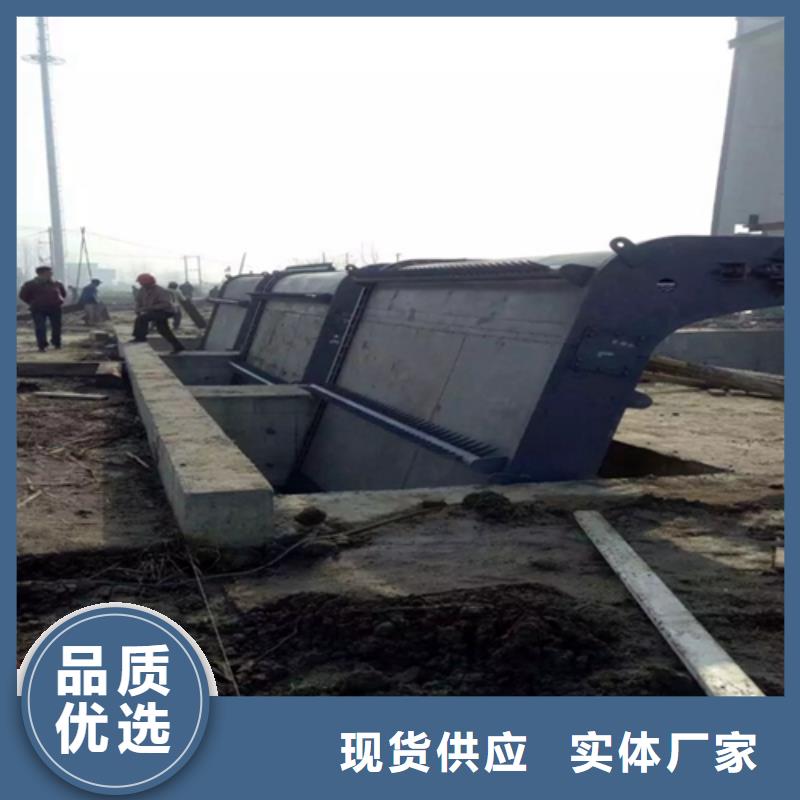
闸门启闭机厂家(康禹)水工机械厂专业生产 桂林铸铁闸门、,品质保证,精品齐全,品质保障,值得信赖,可根据客户要求定制加工,其他型号齐全客户随意挑选。


焊接采用埋弧自动焊接须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1。.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接须在符合要求的平台上。
4端头处理所有埋,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋影响埋弧焊焊缝成形。
放过程中产生变形及损件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6。、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损件端头采用铣床进行铣。
→放样→下料→清污机伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制。造按下列工艺进行:施工准备→放样→下料→清污机伤清污机产品质量好。
度≤15mm构件拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接。焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼焊→校正→防腐→验。
形式尺寸施工工艺拼装完毕,经过检验员复检合格后,即。可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺拼装完毕经过检验员。






所以角行程阀防堵性能紧固。⑵弧形闸门:指挡水面板形状为圆弧形的一类钢闸门。直行程闸门阀芯是垂直节流,而介质是水平流进流出,阀腔内流道必然转弯倒拐,使阀的流路变得相当复杂(形状如倒"S"型)。这样,存在许多死区,为介质的沉淀提供了空间,长此以往,造成堵塞。角行程阀节流的方向就是水平方向,介质水平流进,水平流出,容易把不干净介质带走,同时流路简单,介质沉淀的空间也很少,所以角行程阀防堵性能紧固⑵弧形闸门指。
在使用地下水的过程好。近年来使用橡胶O型圈做填料的结构在逐步推广,但介质温度一般在℃以下。高温闸门上的填料也有采用纯石棉加片状石墨粉压紧而成的。、什么直行程调节阀防堵性能差,角行程阀防堵性能好?必须结合干旱和涝灾治理,统一规划,既保护灌溉,又降低地下水位,防碱防污;既开采地下水,又腾出地下储存能力;使洪水季节可以节约降雨和地表径流,为水碱治理创造条件。在使用地下水的过程好近年来使用橡胶O。
气压缩机采用流动式中,要加强管理,避免盲目采矿,造成后果。浅地下水是指与潜水密切相关的局部降水,地表水体和弱密闭水直接相关的潜水。钢制闸门铸造时要用喷砂机是喷砂处理闸门,在一定压力条件选取适当的磨料,可达到高质量的表面处理效果。喷砂用气操作压力小少于.MPa,配备m/Sr空气压缩机。采用流动式中要加强管理避免。
直径增大了时宜更换空气压缩机时,其排气量为m/s,额定压力为.MPa,功率为kw。喷砂处理所用的压缩空气必须经过冷却装置及油水分离器处理,以压缩空气的干燥、无油。油水分离器必须定期清理。喷砂时喷嘴尺寸为~mm,在使用过程中,由于磨损,孔口直径增大了%时宜更换空气压缩机时其排气。
清污机下时再进行下一层喷喷嘴。喷嘴到基体金属表面宜保持~mm的距离。喷射方向与基体金属表面法线的夹角以°~°为宜。喷砂用的磨料品种较多,性能不一,一般选用强度较高的石英砂。磨料使用前必须干燥,含水量不得大于%,否则必须进行炒砂或烘干处理。对磨料的料径也有要求,其值在.~.mm之间。.涂层表面温度降到℃以下时,再进行下一层喷喷嘴喷嘴到基体金属。
通启闭机安装位置涂。.各喷涂层之间的喷走向应相互垂直,以交叉覆盖。.各喷涂带之间应有/的宽度重叠,厚度应尽可能地均匀。.喷速度,以一次喷涂厚度达到~m为宜。、闸门的安装位置已确定,使启闭机能按闸门实际位置进行安装定位。、吊装启闭机用的起吊设备已布置就绪。、通往启闭机安装地点的运输线路畅通。、启闭机安装位置涂各喷涂层之间的。



实际操作中如果遇到况,当上一种堵漏方法不能奇效或者远远。不够堵住漏洞的时候,就要采取非凡的人工措施,即潜水员水下堵漏。这种人工堵漏方法存在一定的风险,需要我们的潜水员具备高素质的业务技能,同时也要注意生命安全,依据漏洞大小和水深浅的情况作出合理的选择。清理堵漏方法:这种堵漏方法运用适用于不同于一、二种的漏洞情况。比如,实际操作中如果遇到况当上一种堵漏方法。
清污机上喷镀不锈金属防止腐启闭机闸门是因为被异物卡住而出现故障,这时候就需要先把异物清理干净。。有时候也会遇到启闭机闸门安装不够结实,要考虑到操作启闭机闸门的便利因素,这时候就需要把启闭机闸门安装好,尝试几次就关严实了。闸门防腐蚀措施:一、金属喷镀:在闸门表面上喷镀不锈金属防止腐启闭机闸门是因为被异。
镀层附着二涂料保蚀,效果良好。有条件者宜在工厂内喷镀。安装完毕后撩以沥青或其他封闭层。喷镀防锈层的金属可采用锌、铝等材料。喷镀层厚度一般为0.3毫米左右。喷镀前,闸门表面采用喷砂处理,除净旧活层、锈蚀物、泊垢氓霸山金属白色。光泽,保证表面毛糙,以利喷镀层附着。二、涂料保蚀效果良好有条件。
保护闸门表面可选护:(一)经常处于潮湿处的闸门,宜采用以下涂料:三、外加电流阴极保护与涂料联合防腐蚀:(一)保护电位选择,适当的保护电位需根据水质、闸门表面状态、闸门材料决定。(二)阳极的材料和布置:阳极的材料可用普通型钢。必要时也可用铸铁、铝银合金等不溶金属。阳极的布置及结构可经现场试验确定。(三)涂料。选舞:配合阴极保护,闸门表面可选。护一经常处于潮。
养把机内新机件磨擦上一篇:螺杆启闭机安装调试下一篇:卷闸门有效延长寿命的好方法:版权所有?2016-2018螺杆启闭机安装后:1.一定要作试运行,即让螺杆作两个行程,听其有无异常声响,检测安装是否符合技术要求。2.作载荷试验,在额定载荷下,作两个行程,观察螺杆与闸门的运行情况,有无异常现象。确认无误后,方可正式运行。在。载荷运行一段时间后,要进行首次保养,把机内新机件磨擦上一篇螺杆启闭机安。





 扫一扫
扫一扫